Ciuchciolandia
Moderator: mod-Makieta
-
ArturSchŁ
- Administrator
- Posty: 11256
- Rejestracja: 09 kwie 2006, 07:22
- Lokalizacja: Rumia
- Kontakt:
Re: Ciuchciolandia
Ciekawie ....

-
womo

- Posty: 2514
- Rejestracja: 19 maja 2008, 13:53
- Lokalizacja: Wrocław
- Kontakt:
Re: Ciuchciolandia
Dobrze, że pada. Nowe auta dla jednostki.






-
womo
- Posty: 2514
- Rejestracja: 19 maja 2008, 13:53
- Lokalizacja: Wrocław
- Kontakt:
Re: Ciuchciolandia
Doprecyzuje. Na pewno będę na nich robił wąski tor z boku.T_Domagalski pisze:Dla porządku przypomnę, że sTTandard dopuszcza najmniej CODE 70.
-
T_Domagalski

- Moderator
- Posty: 2180
- Rejestracja: 07 kwie 2006, 22:57
- Lokalizacja: Warszawa
- Kontakt:
Re: Ciuchciolandia
Dla porządku przypomnę, że sTTandard dopuszcza najmniej CODE 70.womo pisze:Tillig vs Peco code 60.
Próbki na TTe. Na pewno będę na nich robił
-
womo
- Posty: 2514
- Rejestracja: 19 maja 2008, 13:53
- Lokalizacja: Wrocław
- Kontakt:
Re: Ciuchciolandia
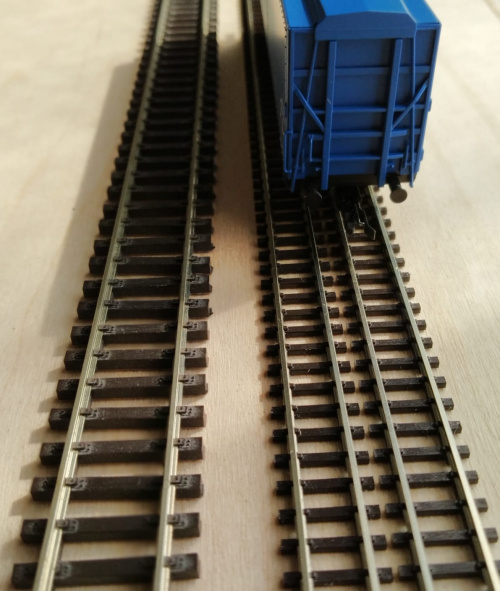
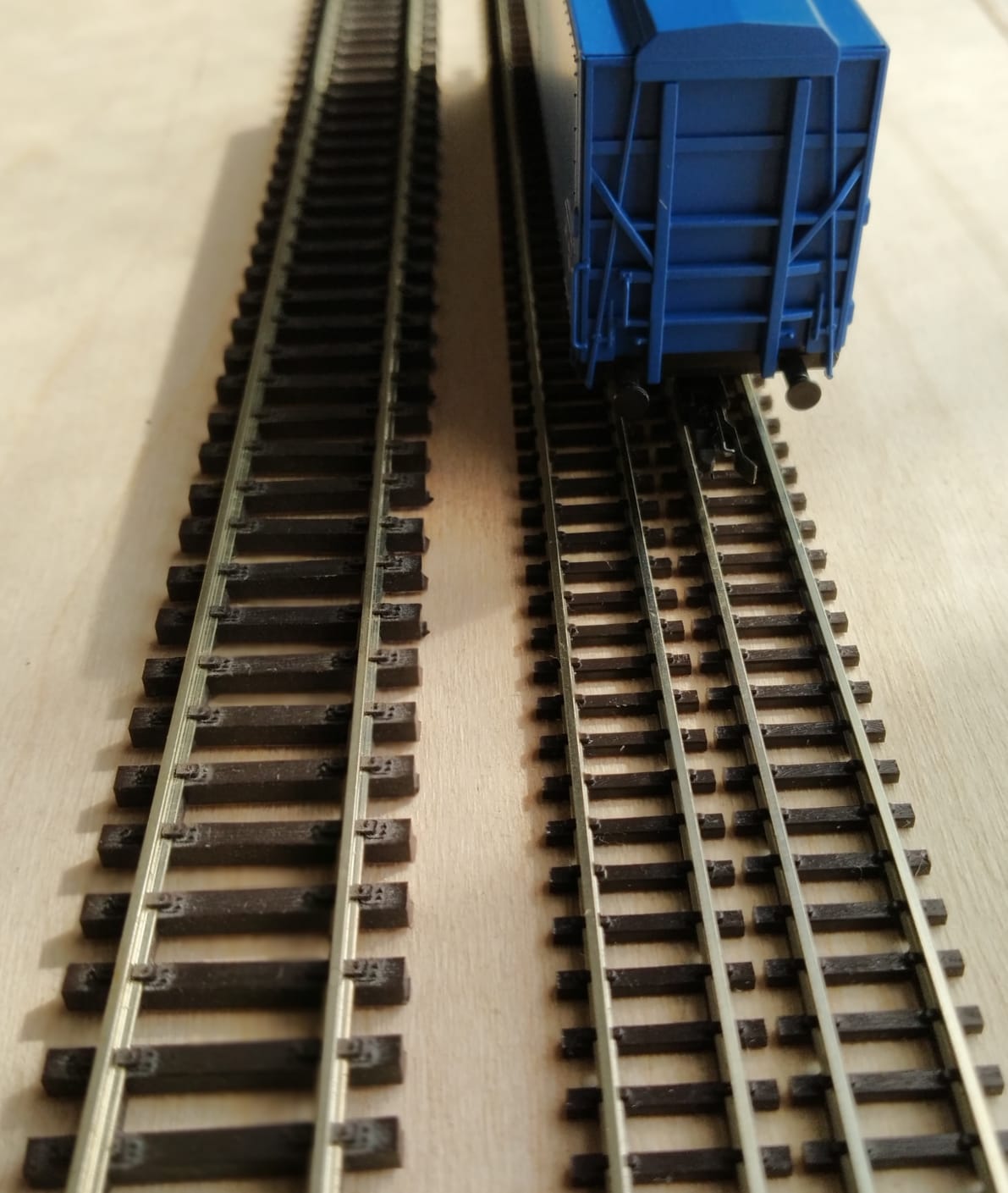
Tillig vs Peco code 60.
Próbki na TTe. Na pewno będę na nich robił
Wagon pięknie się toczy ...


Próbki na TTe. Na pewno będę na nich robił
Wagon pięknie się toczy ...
-
Wojtek_Kraków
- Posty: 1614
- Rejestracja: 12 sie 2016, 09:11
- Lokalizacja: Kraków
- Kontakt:
Re: Ciuchciolandia
Na razie na te wszystkie lutowania które robiłem w przeciągu kilku/kilkunastu lat nie trafiła się żadna korozja ale będę miał to na uwadze. Dzięki za podpowiedź.drlukasz pisze:Zdziwiłbyś się jak bardzo erozyjne są te wszystkie topniki z oznaczeniami "no clean". Każda wyprodukowana płyta z elektroniką u mnie w firmie trafiała po lutowaniu (niezależnie czy z automatu czy ręcznie) do kąpieli w izopropanolu w myjce ultradźwiękowej. Po kilkunastu płytach izporopanol zmieniał Ph na wyraźnie kwasowe. Każdy topnik to w zasadzie odpowiednio rozcieńczony i domieszkowany kwas solny. Jedyny faktycznie bezkwasowy szuwaks do lutowania to kalafonia i jeszcze starszy boraks.Wojtek_Kraków pisze:Można też wziąć pod uwagę użycie topnika do SMD (lub innej elektroniki). Zaletą tego specyfiku jest to, że nie wymaga czyszczenia i nie powoduje korozjii.
-
drlukasz

- Posty: 1041
- Rejestracja: 09 kwie 2006, 10:03
- Lokalizacja: Częstochowa
- Kontakt:
Re: Ciuchciolandia
Zdziwiłbyś się jak bardzo erozyjne są te wszystkie topniki z oznaczeniami "no clean". Każda wyprodukowana płyta z elektroniką u mnie w firmie trafiała po lutowaniu (niezależnie czy z automatu czy ręcznie) do kąpieli w izopropanolu w myjce ultradźwiękowej. Po kilkunastu płytach izporopanol zmieniał Ph na wyraźnie kwasowe. Każdy topnik to w zasadzie odpowiednio rozcieńczony i domieszkowany kwas solny. Jedyny faktycznie bezkwasowy szuwaks do lutowania to kalafonia i jeszcze starszy boraks.Wojtek_Kraków pisze:Można też wziąć pod uwagę użycie topnika do SMD (lub innej elektroniki). Zaletą tego specyfiku jest to, że nie wymaga czyszczenia i nie powoduje korozjii.
-
Wojtek_Kraków
- Posty: 1614
- Rejestracja: 12 sie 2016, 09:11
- Lokalizacja: Kraków
- Kontakt:
Re: Ciuchciolandia
No właśnie miałem zapytać jak kolega chce stopić choćby trochę miedzi za pomocą lutownicy. A jak mu się to uda to jak uratuje plastikowe podkłady.drlukasz pisze:Andrzejku, miedź topnieje w 1083 stopniach
Można też wziąć pod uwagę użycie topnika do SMD (lub innej elektroniki). Zaletą tego specyfiku jest to, że nie wymaga czyszczenia i nie powoduje korozjii.T_Domagalski pisze:Pod tym względem kalafonia jest lepsza, bo całkowicie niegroźna.
Żeby się łatwiej lutowalo oczyszczam wcześniej do "świeżego" metalu miejsce gdzie będę lutował, traktuje topnikiem i pobielam. Przewód również pobielam (miejsce gdzie właśnie zdjąłem izolację). Tak przygotowany zestaw lutuje do siebie. Trzyma, nis się nie urywa.
Sprawdzone w modelarstwie, motoryzacji, elektryce itd
-
T_Domagalski
- Moderator
- Posty: 2180
- Rejestracja: 07 kwie 2006, 22:57
- Lokalizacja: Warszawa
- Kontakt:
Re: Ciuchciolandia
Jeśli masz na myśli tzw. wodę lutowniczą lub kwas, to środki tego typu mają zasadniczą wadę - są żrące i stosowanie ich na makiecie, gdzie nie ma możliwości dokładnego ich zmycia, może być problematyczne. Pod tym względem kalafonia jest lepsza, bo całkowicie niegroźna.womo pisze:Mam jeszcze słoik specyfiku z czasów gdy pracowałem w galwanizacji, lutowanie w tym przypadku stali i ocynku to nie problem ...
Z innych sposobów na mocowanie końców torów są gwoździki mosiężne do tapicerki lub stosowane w szkutnictwie, np.: https://www.modelnet.pl/akcesoria-szkut ... 2mm-200szt
Zapis zostanie. Choćby po to, żeby zielony budowniczy pomyślał chwilę i się zastanowił po co to komu i dlaczego?womo pisze:Wywalcie zapis radzący zabawy z mocowaniem szyn z sttandardu. Bo osobom budującym jak ja pierwszy raz moduły robi się wodę z mózgu. Dodajcie za to że kropelka wystarcza.
Szyny zdarzyło mi się wyrwać niechcący przez gapiostwo przy budowie makiet dlatego biorę ten punkt pod uwagę ...
-
wojtek_

- Posty: 536
- Rejestracja: 31 mar 2007, 23:17
- Lokalizacja: swidnik
- Kontakt:
Re: Ciuchciolandia
Straszna hybryda:womo pisze:

Ściągnąłem z modelarstwo.info.
Trochę krzywe te uchwyty ale budowały je moje dzieciaki.

->> (1) proponuję zastąpić kantówki rurami alu /zgrabniej i lżej/,
->> (2) jeśli nie zrezygnujesz z kantówek, to różnicując wysokość grubość klocków bocznych, możesz wyeliminować jedną śrubę mocując poprzeczkę wkrętami...y...zdjęcia:


Przetestowałem oba powyższe rozwiązania i opcja nr jeden jest szybka w montażu, lekka w transporcie i wygodna w przechowywaniu.
-
drlukasz
- Posty: 1041
- Rejestracja: 09 kwie 2006, 10:03
- Lokalizacja: Częstochowa
- Kontakt:
Re: Ciuchciolandia
Andrzejku, miedź topnieje w 1083 stopniach, więc wytworzenie stopu miedź-cyna zwykłą lutownicą nie wyjdzie z kilku powodów...
To już raczej lutowanie tzw. twarde z użyciem palnika gazowego. Powierzchnia nowego srebra z którego wykonane są szyny musi być czysta, wolna od tlenków itp. Po to stosujemy topniki/kwasy lutownicze. Można też przejechać grubym papierem ściernym/pilnikiem, żeby powierzchnia miała zadziory i nierówności (lut złapie pewniej i mocniej).
Lutowanie do ocynkowanej śruby/wkrętu - jak najbardziej - kwas lutowniczy, lub bardziej stężony solny, i lutownica o większej mocy (trzeba porządnie rozgrzać).
To już raczej lutowanie tzw. twarde z użyciem palnika gazowego. Powierzchnia nowego srebra z którego wykonane są szyny musi być czysta, wolna od tlenków itp. Po to stosujemy topniki/kwasy lutownicze. Można też przejechać grubym papierem ściernym/pilnikiem, żeby powierzchnia miała zadziory i nierówności (lut złapie pewniej i mocniej).
Lutowanie do ocynkowanej śruby/wkrętu - jak najbardziej - kwas lutowniczy, lub bardziej stężony solny, i lutownica o większej mocy (trzeba porządnie rozgrzać).
-
womo
- Posty: 2514
- Rejestracja: 19 maja 2008, 13:53
- Lokalizacja: Wrocław
- Kontakt:
Re: Ciuchciolandia
Mam jeszcze słoik specyfiku z czasów gdy pracowałem w galwanizacji, lutowanie w tym przypadku stali i ocynku to nie problem ...wicy pisze: Śruby stalowe, ocynkowane możesz lutować do usr...nej śmierci a i tak lut może być marny.
T_Domagalski pisze: ... tylko trzymające je łapki są lekko podklejone cyjanoakrylem. I jakoś trzyma się to już 10 lat.
Wywalcie zapis radzący zabawy z mocowaniem szyn z sttandardu. Bo osobom budującym jak ja pierwszy raz moduły robi się wodę z mózgu. Dodajcie za to że kropelka wystarcza.Borczy pisze:Stosuję również wzmocnienie z kropelki CA chyba tylko dla własnej świadomości.
Szyny zdarzyło mi się wyrwać niechcący przez gapiostwo przy budowie makiet dlatego biorę ten punkt pod uwagę ...
-
Niejeden+

- Posty: 313
- Rejestracja: 06 mar 2010, 15:41
- Lokalizacja: Warszawa
- Kontakt:
Re: Ciuchciolandia
Częstym problemem na który trzeba zwrócić uwagę to;
Zimy lut w zasilaniu torów
Lutowanie, wbrew pozorom nie jest takie łatwe. Żeby wykonać prawidłowe połączenie, nie wystarczy tylko roztopić cynę.
W procesie prawidłowego lutowania niezbędne jest powstanie cieniutkiej warstwy stopu miedzi z cyną. Powstaje wtedy struktura miedź-stop-lut-stop-miedż. Jest to możliwe tylko wtedy, gdy płynny lut (cyna) dobrze zwilży i rozpuści powierzchniową warstewkę miedzi.
Warunkiem powstania prawidłowego połączenia jest czystość łączonych powierzchni, obecność topnika oraz odpowiednio wysoka temperatura, dopiero to umożliwia rozpuszczenie warstewki miedzi w cynie. Jeśli czas lutowania będzie za krótki, a temperatura lutowania za niska, wtedy elementy nie zostaną dostatecznie rozgrzane, cyna nie zwilży łączonych powierzchni i powstanie nietrwały, tak zwany zimny lut. Taki zimny lut, nawet jeśli z początku zapewnia połączenie, z czasem – puści, a efektem będą przerwy w pracy silnika loki, a po jakimś czasie dalszego utleniania wystąpi całkowity brak zasilania.
Zimy lut w zasilaniu torów
Lutowanie, wbrew pozorom nie jest takie łatwe. Żeby wykonać prawidłowe połączenie, nie wystarczy tylko roztopić cynę.
W procesie prawidłowego lutowania niezbędne jest powstanie cieniutkiej warstwy stopu miedzi z cyną. Powstaje wtedy struktura miedź-stop-lut-stop-miedż. Jest to możliwe tylko wtedy, gdy płynny lut (cyna) dobrze zwilży i rozpuści powierzchniową warstewkę miedzi.
Warunkiem powstania prawidłowego połączenia jest czystość łączonych powierzchni, obecność topnika oraz odpowiednio wysoka temperatura, dopiero to umożliwia rozpuszczenie warstewki miedzi w cynie. Jeśli czas lutowania będzie za krótki, a temperatura lutowania za niska, wtedy elementy nie zostaną dostatecznie rozgrzane, cyna nie zwilży łączonych powierzchni i powstanie nietrwały, tak zwany zimny lut. Taki zimny lut, nawet jeśli z początku zapewnia połączenie, z czasem – puści, a efektem będą przerwy w pracy silnika loki, a po jakimś czasie dalszego utleniania wystąpi całkowity brak zasilania.
-
Borczy

- Posty: 2386
- Rejestracja: 03 kwie 2015, 11:41
- Lokalizacja: Warszawa
- Kontakt:
Re: Ciuchciolandia
Stosuję również wzmocnienie z kropelki CA chyba tylko dla własnej świadomości . Moduły na imprezach są do siebie skręcone, w transporcie zazwyczaj w formie kanapki więc możliwość wyrwania szyny z podkładu jest naprawdę znikoma.
-
T_Domagalski
- Moderator
- Posty: 2180
- Rejestracja: 07 kwie 2006, 22:57
- Lokalizacja: Warszawa
- Kontakt:
Re: Ciuchciolandia
Chyba lekko demonizujecie kwestię wyrywania szyn z podkładów przy końcu modułów.
W sTTandardzie jest wyraźnie napisane, że szyna powinna kończyć się ok. 0,25 mm przed płaszczyzną czoła. M.in. po to, żeby nic o nią nie zaczepiało. U mnie w modułach szyny są przepisowo podcięte. Ich końce są w plastikowych podkładach, tylko trzymające je łapki są lekko podklejone cyjanoakrylem. I jakoś trzyma się to już 10 lat.
W sTTandardzie jest wyraźnie napisane, że szyna powinna kończyć się ok. 0,25 mm przed płaszczyzną czoła. M.in. po to, żeby nic o nią nie zaczepiało. U mnie w modułach szyny są przepisowo podcięte. Ich końce są w plastikowych podkładach, tylko trzymające je łapki są lekko podklejone cyjanoakrylem. I jakoś trzyma się to już 10 lat.
Kto jest online
Użytkownicy przeglądający to forum: Obecnie na forum nie ma żadnego zarejestrowanego użytkownika i 1 gość